Reamers
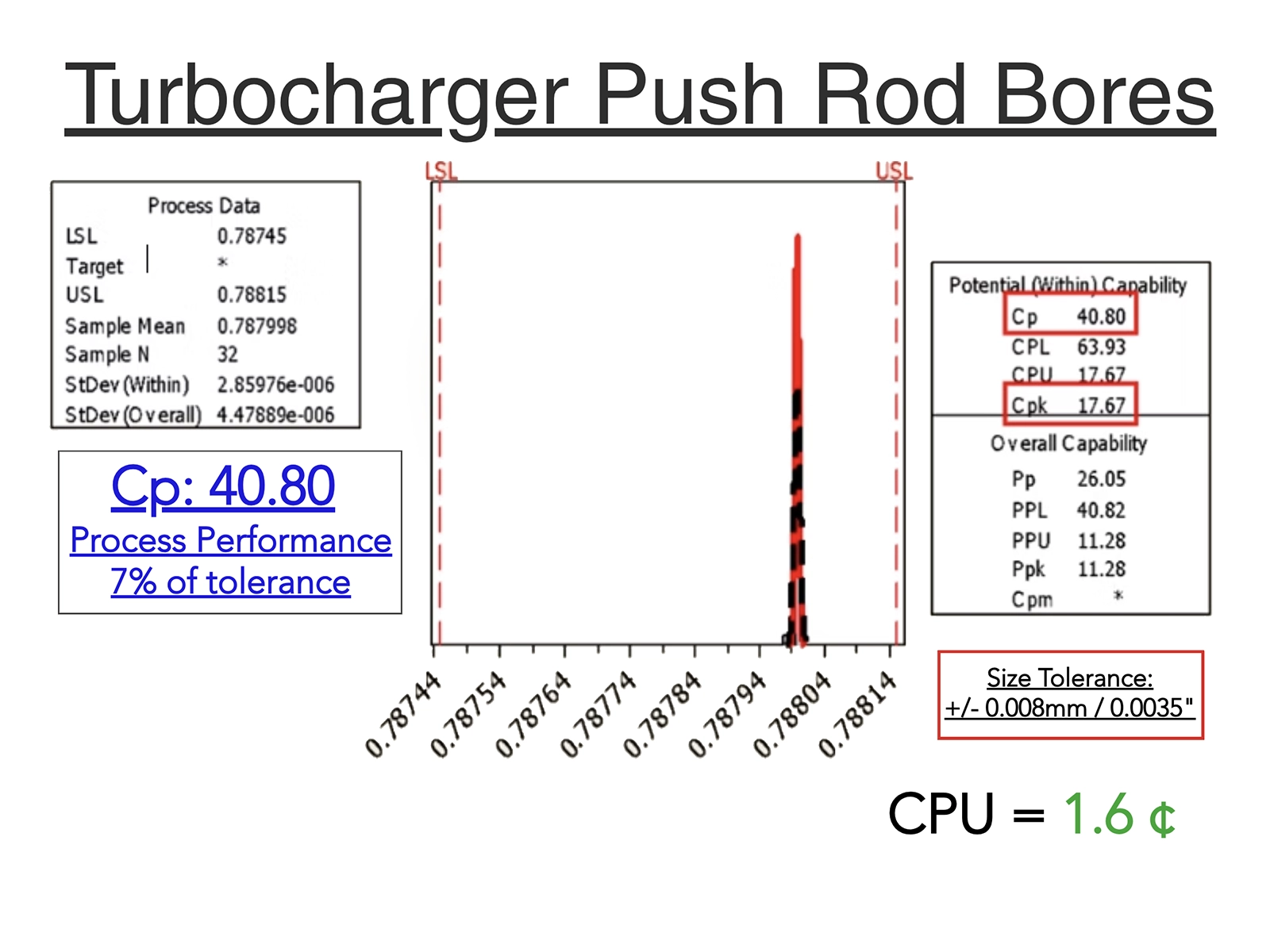
Accu-Cut’s adjustable precision finish reamers outperform carbide reamers for improved statistical capability (2.0+ Cpk), longer tool life (250,000 pcs), and lowest per-piece cost.
Accu-Cut’s precision reamers can achieve well over 2.0 Cpk (process capability) by processing parts using a minimal amount of the allowable tolerances. Our diamond reamers often replace conventional tooling and processes such as carbide reamers and drills, traditional honing, and line boring. Our finish reamers have been proven to improve bore quality while reducing the cost per unit (CPU) by as much as 250% when compared to conventional methods.